Engineered to API 6D, API 607, and ISO 15848-1 Standards








Strategic Insights into Technical Evolution, Market Dynamics, and Future Roadmap
The global industrial ball valve market is undergoing a paradigm shift, driven by the escalating demands of the global energy transition and the rigorous safety requirements of the petrochemical sector. Currently valued at over USD 13 billion, the market is no longer satisfied with "standard" products. High-stakes industries now demand highly specialized solutions—Double Block and Bleed (DBB) configurations, cryogenic capabilities for LNG, and high-temperature hard-seal designs for severe service.
In the Asia-Pacific region, rapid industrialization and the expansion of natural gas pipeline networks have positioned China as a pivotal manufacturing hub. Modern factories are now moving beyond cost-efficiency to embrace "Information Gain" through R&D, focusing on material science and precision forging. This evolution ensures that "China-made" industrial valves are synonymous with reliability and international compliance.
Two primary trends are shaping the future of ball valve technology: Intelligent Valve Systems (IVS) and Fugitive Emission Control. As plants move toward Industry 4.0, valves are becoming "smart." Integrated sensors and diagnostic actuators allow for real-time monitoring of seat leakage, torque variations, and cycle counts, enabling predictive maintenance that saves millions in downtime.
Simultaneously, the global push for Net Zero has made fugitive emissions a critical KPI. High-quality suppliers are now adopting ISO 15848-1 Class A or B certification as a standard. By utilizing advanced stem sealing technologies and multi-layer graphite packing, these valves minimize methane and VOC leaks, directly contributing to a facility's decarbonization goals.
Utilization of Inconel, Monel, and Duplex Steels for extreme corrosion resistance.
Fugitive emission and high-pressure gas testing ensuring 100% sealing integrity.
Strict adherence to API 6D, CE/PED, SIL3, and EAC certifications.
Industrial ball valves are the "sentinels" of process safety. Their application varies significantly across regions. In the Middle East, the focus is on high-pressure trunnion valves with ENP (Electroless Nickel Plating) for sand and H2S resistance. In Northern Europe and North America, the emphasis is on cryogenic valves for the burgeoning LNG export terminals. Our macro solutions involve providing Integrated Pipeline Safety Units, which combine DBB valves with bleed valves and thermal relief systems to prevent overpressure in isolated sections.
For Hydrogen applications, the challenge is molecular size and embrittlement. Our R&D roadmap focuses on specialized seat materials and hydrogen-compatible forging processes to ensure long-term stability in the emerging H2 economy.
Looking toward 2030, the ball valve industry is focusing on three key pillars:

Engineered Valve Reliability for Critical Applications
With over 30 years of expertise in forging high-performance ball valves, SLVCN provides reliable, project-ready solutions for critical industrial applications. Our valves are rigorously engineered, tested, and certified to meet the strictest international standards, ensuring zero-leakage and dependable performance in harsh operating environments. Trusted by projects across Europe, the Middle East, and worldwide, we deliver the precision and reliability that demanding industrial systems require.
Engineered for Reliability Across Critical Applications
Valves ensure pipeline isolation and safe operation across upstream, midstream, and downstream systems, even under high-pressure conditions.
Valves maintain reliable sealing and stable operation in corrosive media and fluctuating temperatures.
Valves deliver proven low-temperature performance, tight sealing, and safe pressure management for cryogenic systems.
Valves control steam and process flows in high-pressure, high-temperature environments for critical units.
Valves provide reliable isolation and flow control in continuous, high-pressure industrial operations.
Valves offer excellent sealing integrity and safety design to prevent leakage under high-pressure conditions.

MTRs for all pressure-containing parts.

CNC tolerances within 0.01mm.

Clean-room assembly for critical valves.

API 598 & API 6D pressure testing.
Solving Complex Engineering Challenges in Fluid Control
A DBB valve provides redundant isolation by using two seating surfaces that, in the closed position, provide a seal against pressure from both ends of the valve with a means of venting/bleeding the cavity between the seating surfaces. This ensures safety during downstream maintenance without shutting down the entire pipeline.
We utilize metal-to-metal seating with Tungsten Carbide (TCC) or Chrome Carbide (CCC) coatings. This, combined with precision lapping of the ball and seats, ensures a Class VI leakage rate even at temperatures exceeding 500°C.
Unlike floating ball valves where the ball is pushed against the seat by line pressure (increasing torque), trunnion-mounted balls are fixed. This reduces operating torque, extends seat life, and allows for reliable operation in large-bore, high-pressure systems.
Our industrial valves strictly adhere to API 6D for pipeline service, API 607 for fire-safe testing, and ISO 15848-1 for fugitive emissions control, ensuring global acceptance by major energy companies.
Ready for Global Deployment in Critical Infrastructure








Successful shipment of 6" Class 300 RF forged trunnion-mounted ball valves for a major petrochemical refinery.
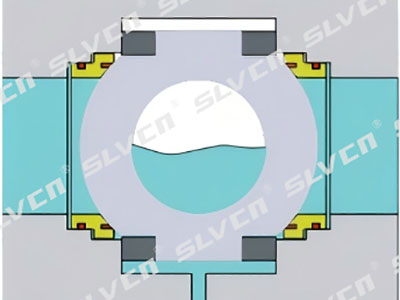
In high-stakes industries where safety and reliability are paramount, such as oil and gas, DBB is the gold standard.

SLVCN designs and manufactures high-performance industrial valves for demanding applications with 30 years of experience.