1 / 1
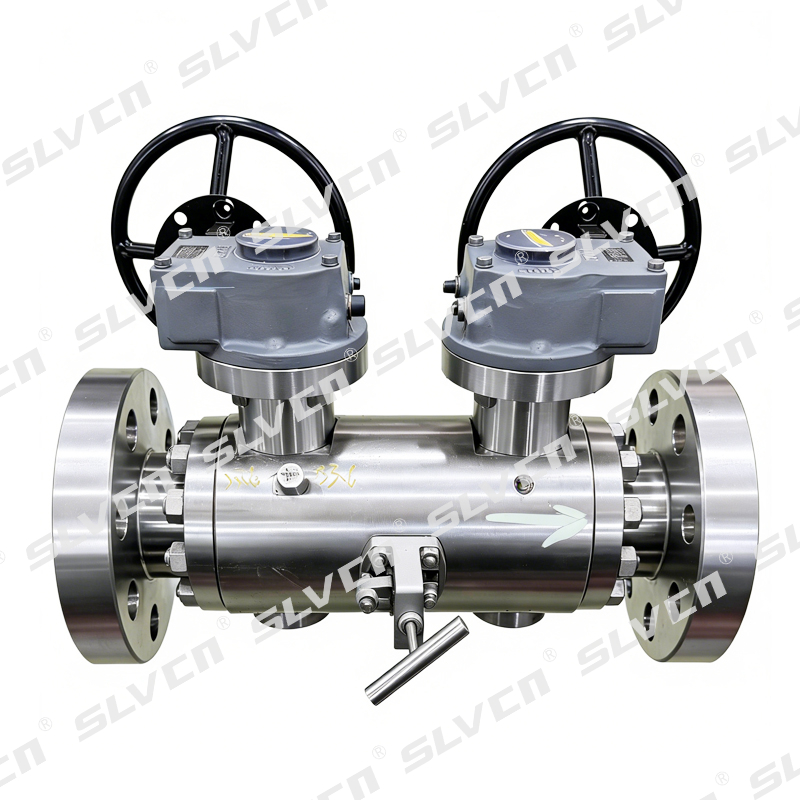
The forged twin ball DBB (Double Block and Bleed) ball valve is a high-integrity isolation solution designed for oil, gas, and petrochemical pipeline systems. The true twin-ball dual sealing structure provides reliable upstream and downstream isolation with zero-leak performance, significantly improving operational safety in critical processes.
The double block and bleed design features two independent sealing barriers and a central cavity bleed port for pressure monitoring and safe discharge during maintenance. The forged trunnion-mounted body ensures high strength, stable operation under high pressure conditions, while reducing operating torque and extending service life. Dual worm gear operation provides smooth and precise manual control in demanding environments.
Widely used in oil and gas transmission, refineries, and chemical processing industries, we offer customized material, size, and pressure rating solutions. Each valve undergoes strict quality testing to ensure reliable long-term performance.